


Featured


Contact Us
Contact: YMGK Industrial Control
Phone: +86 18059884790
E-mail: plc66@qq.com
Add: whatsapp+86 18059884790

- Warehouse: Spot
- Warranty: 365 days
- Quality: Original module
- Condition: New / Used
- Shipping method: Courier delivery
- Contact person: Linda
- Contact number: +86 18059884790
- WeChat:18059884790
- E-mail: plc66@qq.com
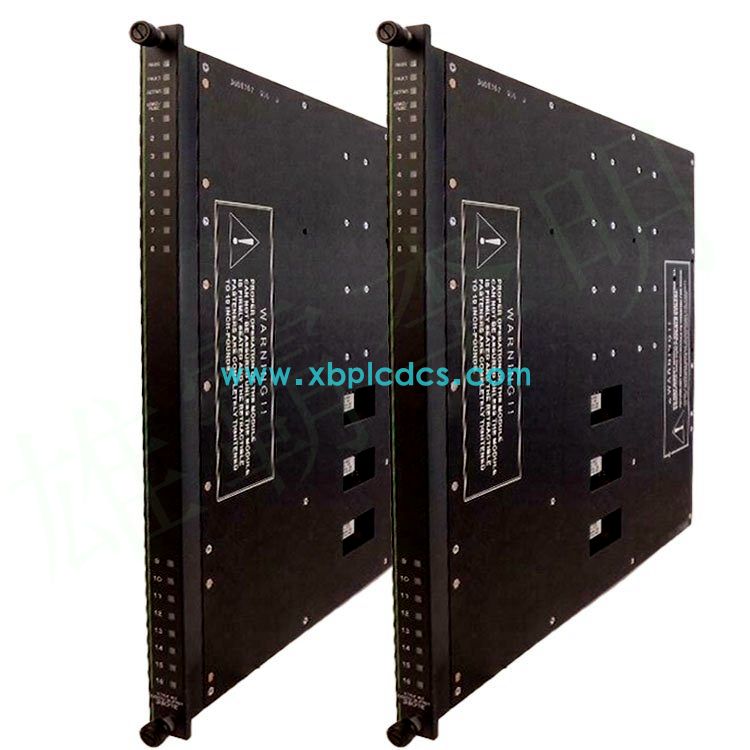
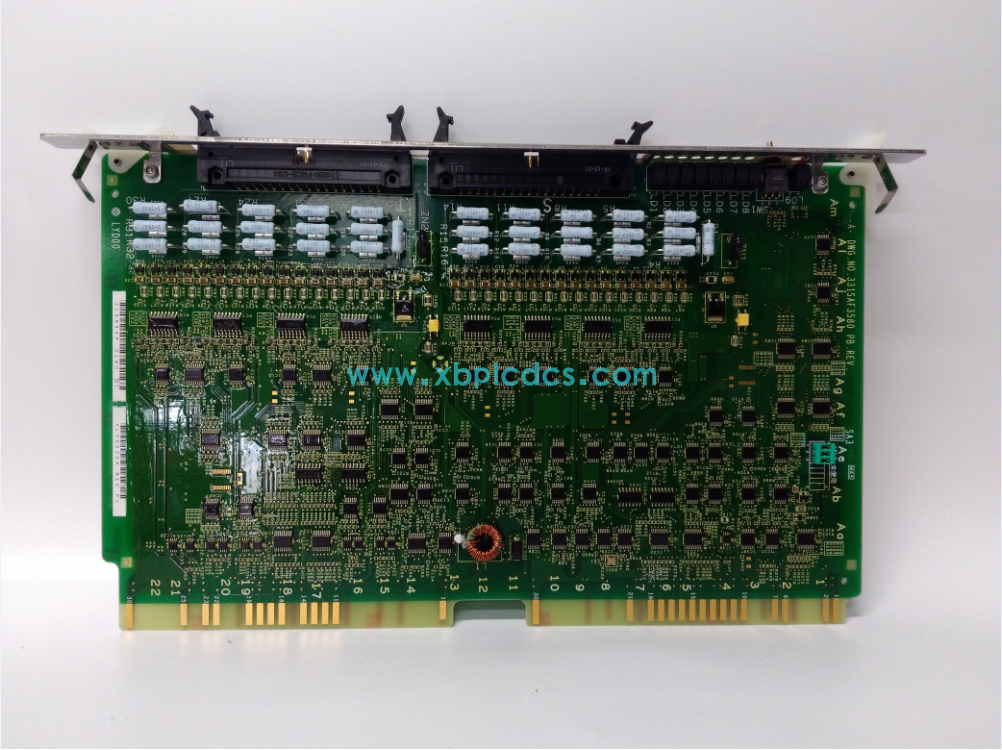
LPU100A HITACHI controller module
LPU100A HITACHI controller module
LPU100A HITACHI controller module
Control of belt conveyor
Before starting the belt conveyor manually or automatically, the alarm bell should be sounded for 20 seconds to inform the personnel around the belt to stay away as soon as possible to avoid accidents. Belt conveyor is the main transportation equipment of coal transport system, so the protection and requirements for it are correspondingly more. The accident cable switch is set on both sides of the belt conveyor. When the inspection personnel find the abnormal situation of the belt and the nearby equipment, they can directly pull the accident cable to make the belt stop.
Belt heavy deviation, longitudinal tear, slip, pipeline coal blocking signals are directly into the PLC, once one of the accidents occurs, to make the belt machine immediately stop. But in order to avoid the impact of false signals due to these accidents on the normal coal, but also set up some shielding these signals key, when the operator can confirm a signal for the wrong action, you can use the shielding key to make the signal does not work, such as signal processing, to immediately restore the function of the signal, so as not to cause greater losses. All the controls and states of the equipment can be shown in the drawing of "Control State of the No. 1 Armour Belt".

This system sets a "maintenance" key for each equipment. When the field equipment needs maintenance, the equipment is set as the "maintenance" state in the upper computer, then the PLC control program forbids the operation of the equipment.
2) Control of electric three-way baffle
In order to make the coal loading system more flexible, 16 electric three-way baffles are set up, and they are required to participate in the system interlocking, and can be operated locally and program-controlled. In the automatic working state, when the pre-start key is pressed, the three-way baffle will automatically complete the action of connecting A road or B road according to the selected positions of the two belts before and after the three-way baffle (for example, the 1# A belt and 2# B belt are selected now, after pressing the pre-start key, the 1# three-way baffle will automatically hit the position of connecting B road), so as to prepare for the next step.
However, due to various reasons, the position signals of route A and Route B may fail after a period of use, so the false signals of Route A and Route B are added to replace the actual signals when the position signals fail.

In order to avoid coal loading interruption due to misoperation, all three-way baffle operations are invalid in the already running process (latching operation).
3) Dust collector
15 dust collectors are set in the system. When it is automatic, it will start at the pre-start time, but it will not judge whether the dust collector is running when it starts the belt. Interlock manual linkage with the belt conveyor, before starting the belt output start the dust collector signal, but no matter whether the dust collector starts or not, continue to start the belt conveyor downward. The dust collector's own fault does not even jump the main equipment.
4) Iron remover
The system has 2 disc iron removers and 8 belt iron removers. When automatic, it starts at the pre-start time, but it does not judge whether the dust collector is running when it starts the belt. Interlock manual linkage with the belt conveyor, before starting the belt output start iron remover signal, but no matter whether the iron remover started or not, continue to start the belt conveyor downward. The iron remover itself is not connected to the main equipment.
5) Vibrator
This system has a total of 30 vibrators. Its function is in the case of coal blocking automatic vibration, or every 20 minutes automatic vibration 10 seconds, can also be switched to the manual mode, by the operator manual start and stop at any time.
6) Belt scale
The output pulse of belt scale is used to calculate the cumulative loading amount of coal.
7) Impeller coal feeder
The impeller coal feeder uses the walking and moving function to transport the coal in the discharge ditch of the train and the automobile to the belt. Under the automatic working state, the coal feeder starts and stops depending on the action of the belt behind it, while the coal feeder moves forward and backward, which requires the operator to manually operate according to the actual situation on the site. See the screen of "No. 1 Impeller Coal Feeder Control State".

8) Bucket turbine
Two bucket turbines are located in two coal plants respectively, responsible for the stacking and taking of coal in coal plants. When the amount of coal used in the unit is small, the coal in the discharge ditch is stored in the coal plant by using the stacking function of the bucket turbine and cooperating with the 5# A and 7# A belt. When the boiler uses a lot of coal, the use of bucket turbine feed function, with 5# A, 7# A belt reversal, the coal stored in the coal plant to the original bunker.
9) Roller sieve
The roller screen is located between the 8# belt and the 9# belt, its role is to screen the coal, the material under the screen directly falls to the 9# belt to the original coal bunker, the material on the screen through the 11# belt and coal crusher to be broken back to the coal plant. When the roller screen failure, coal directly from the 8# belt to the 9# belt to the original bunker, can ensure that the supply of raw materials will not stop because of the failure of the roller screen.
10) Unloading trolley
There are two unloading carts, 10# A belt and 10# B belt respectively, which can walk on the belt. Its function is to unload the coal on the 10# belt into the original coal bunker.
There are 12 original coal silos. The original coal silos 1~6 provide fuel for Unit 1, and the original coal silos 7~12 provide fuel for Unit 2. There is a distance between bunker 6 and bunker 7, and the other silos are all together. The original coal bunker is equipped with 12 position switches, which can identify the car on the original coal bunker.
There are three baffle plates on the unloading trolley, which can make the trolley in the unloading/straight-through state. The initial position is straight-through state. When unloading begins, the baffle on both sides opens and the baffle on the belt closes, and the coal falls into the selected original coal bunker from both sides of the belt; When the trolley passes between warehouse 6 and warehouse 7, in order to avoid the coal falling outside, the baffle on both sides is closed and the baffle on the belt is opened. At this time, the trolley is in the straight position. After passing the trolley, the coal still falls on the belt and finally enters the original coal bunker 12.
The trolley has two discharging modes, fixed point/continuous mode. The fixed point mode is that the car goes to the selected original coal bunker, stop unloading inside the original coal bunker; Continuous mode is the trolley on the selected original coal bunker walking back and forth, the coal evenly unloaded into the original coal bunker.
Coal blending methods are divided into automatic coal blending, manual coal blending and local coal blending three ways.
In the automatic coal blending mode, the coal blending belt (No. 10 A, B) will run first after the coal conveying system starts the "Cheng Qi" operation. When the running signal of the coal blending belt appears, it shall first be tested in accordance with the sequence of coal bunkers. The coal blending shall be carried out in sequence starting from the first bunker, and all coal bunkers shall be allocated to high coal level. If some silos are not in use, they need to be put out of use so that when it is the turn of the silo to coal, it will jump over and continue to coal the next silo. When all the silos are at high coal level, coal blending is complete.
Manual coal blending is by the operator according to the site coal level and unloading car signal, manual operation of the car on the upper computer to run/stop, unloading/through, fixed point/continuous and other functions to complete the coal blending work of the original coal bunker.
Local coal blending is the operation of trolley running/stopping, discharging/passing through, fixed point/continuous and other functions according to the actual situation on site to complete the coal blending work of the original coal bunker.

Tel:+86 18059884790
E-mail:plc66@qq.com
E-mail2:+86 18059884790
Address:whatsapp+86 18059884790

Copyright © Xiamen Xiongba E-Commerce Co., Ltd.