
Featured


Contact Us
Contact: YMGK Industrial Control
Phone: +86 18059884790
E-mail: plc66@qq.com
Add: whatsapp+86 18059884790

- Warehouse: Spot
- Warranty: 365 days
- Quality: Original module
- Condition: New / Used
- Shipping method: Courier delivery
- Contact person: Linda
- Contact number: +86 18059884790
- WeChat:18059884790
- E-mail: plc66@qq.com
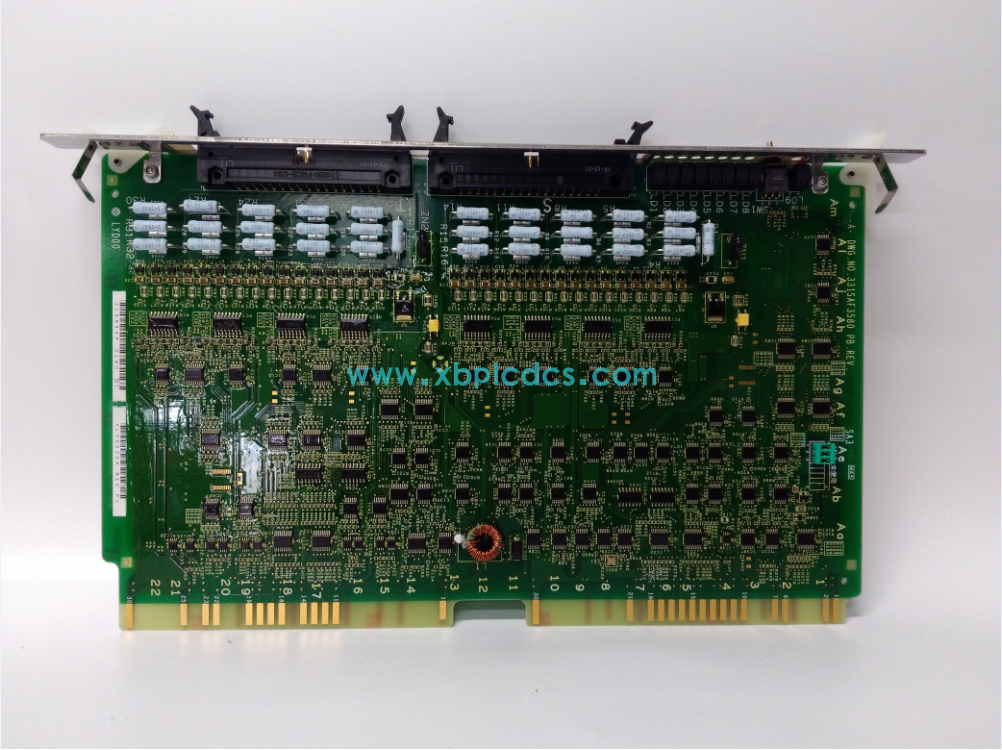
LPT020A HITACHI controller module
LPT020A HITACHI controller module
This system has been running for half a year. According to the actual operation, the whole system has been proved to be safe and reliable, with high stability and strong control flexibility. With the improvement of computer and PLC technology, the automation level of coal delivery system is also improving. At present, the relatively dispersed equipment has been unified into one control situation, almost covers all the equipment, most of which can automatically start/stop in sequence, individual equipment can only be manually operated by the upper machine, indicating the improvement of the current automation level. It is believed that with the development of our electric power industry and the continuous improvement of the level of computer and PLC hardware and software, program control, as the main control mode of coal transport system, will be more widely used in thermal power plants.
With the development of automation technology in industrial enterprises, PLC (Programmable Logic Controller, also known as programmable Logic controller), with its reliability, flexibility, excellent performance-to-price ratio, ease of use and other features, has been rapidly developed in the field of industrial control, and has been more and more widely used.
Petroleum coke is the main raw material of carbon anode for aluminum electrolysis. The petroleum coke transfer system is to transport the petroleum coke stored in the warehouse to the pre-calcining silo after crushing and screening treatment to meet the needs of calcining. Because the system has many logical control points, high degree of automation and large correlation between upstream and downstream equipment, PLC is selected for automatic control, and the host computer is set up to monitor the whole system. This paper focuses on the realization of PLC control function in the system and the development of the upper computer monitoring interface.
1 Process Introduction
The system of petroleum coke transfer station is mainly composed of crane material grabbing system, crushing and screening system, lifting system, material conveying system and dust collecting system. It is used to meet the material supply of calcination kiln system pre-calcining silo. The main grasping crane, speed regulating belt, crusher, screen machine, conveyor belt, bucket elevator, dividing baffle and other equipment composition. The crushing screening system and lifting system are two sets of systems. The crushing screening system can be prepared and used at the same time. Lifting system to achieve a standby equipment. The schematic diagram of the process flow is shown in Figure 1.

FIG. 1 Technical flow diagram of petroleum coke transfer station
2 Control system design and implementation
2.1 SLC500 Features
The SLC500 Modular Programmable Controller and I/O modules are manufactured by Rockwell Automation under catalog numbers 1746 and 1747 Series. This series of products adopts the frame structure, providing the same stable and reliable platform for use in different industrial sites. The SLC500 system consists of the processor, input/output module and related external devices. The processor is powerful, flexible, and has a variety of built-in communication methods and different capacity of memory for users to choose on demand. According to the actual needs of users, I/O module can be very convenient expansion. At the same time, Rockwell Automation provides convenient built-in communication interface, a wide variety of third-party dedicated modules, simple and convenient programming software based on the Windows platform. Therefore, SLC500 has become one of the most popular small and medium-sized PLC in the current market.

Figure 2. Network topology of petroleum coke transfer station system
2.4 Control system design
The automatic control system of petroleum coke transfer was completed by PLC program. Combined with the upper monitoring operator station, the monitoring, control, operation and adjustment of each equipment and process parameters were realized in the main control room.
In the program design, considering the correlation between upstream and downstream devices, the relevant interlocking protection is designed. The downstream devices do not run, and the upstream devices cannot start. On behalf of the motor current size of 4~20mA signal through the analog input module collected into the PLC, sent to the monitoring interface display, control the speed of the control signal control belt from the monitoring software to the PLC, and then converted into 4~20mA standard analog signal control belt speed.
In this system, there are several key points that need to be noticed and affect the smooth operation of the whole system:
2.4.1 Realize online switch control of system devices
According to the requirements of process design, two sets of screening system, two dividing baffles and two bucket elevator must be able to switch control online, that is, if one set (sets) of equipment fails, the operator can immediately add another set (sets) of equipment into the process control under the condition of non-stop feeding, and the faulty equipment exits the process overhaul.
In the designed program, it is considered that when the system is switched, the upper and downstream processes of the system will continue to run, and the devices that enter the process and are about to exit the process will run at the same time for a period of time. Specific parameters need to be adjusted according to the actual situation. This ensures that the material in the equipment exiting the process can be completely discharged and that the new equipment entering the process will not cause clogging.